Researchers from Nanjing Yapai Software Technology Co., Ltd., Yu Xiangyao, Liu Huaitao, etc. wrote an article in the 2014 supplement to the “Electrical Technology†magazine. According to the actual situation of the distribution network of the photovoltaic industry and the characteristics of energy use, Yapai developed a unique intelligence. The distribution power quality integrated management system can help customers to carry out continuous process improvement from the aspects of power quality control, power consumption and production process data management of distribution networks, complete the PDCA cycle, and continuously pursue the quality and energy of silicon materials production. The ultimate use of efficiency.
In recent years, China's photovoltaic industry has experienced a slow, rapid, explosive and adjustment development process. The scale of the industry has been continuously expanding. It has certain autonomy in core technologies, product manufacturing, equipment, market development, installation, and services. Some of the industrial chains of intellectual property rights have reached the international advanced level and have played an important role in the international market. In 2010, of the 16 PV companies listed overseas, China accounted for 4 out of the top 10 global photovoltaic cell modules and polysilicon production.
However, the high-pollution, high-energy-consuming “double-high†hats of the photovoltaic industry have been difficult to advance. After several years of hard work, the energy-saving process has been continuously improved and the cost has been continuously reduced. In 2013, the domestic polysilicon comprehensive energy consumption level has been from 2009. The annual 200-300kwh/kg dropped to 130-150kwh/kg, and the reduction power consumption also dropped from 120kwh/kg to 60kwh/kg, a drop of more than 50%, of which the integrated power consumption of advanced companies has dropped below 70kwh/kg. The reduction power consumption has dropped below 45kwh/kg.
Statistics show that in the production process of photovoltaic polycrystalline silicon, the average electric energy consumption accounts for about 40% of the total energy, and the average electric energy cost accounts for about 30% of the total cost. Continuous process improvement has become an important way to save energy, reduce consumption, and reduce costs.
At present, this process has entered a refined stage. It is necessary to monitor, analyze and contrast the energy consumption of the distribution network and various process equipment under different power quality conditions, different production stages, and different production processes through an information management system. In this way, the power quality of the distribution network can be managed more effectively and the energy saving potential can be tapped.
Aiming at the actual situation of the distribution network of the photovoltaic industry and the characteristics of energy use, Asiapac has developed a unique intelligent integrated power quality management system for power distribution, capable of power quality control, power consumption and production process data management from distribution networks. In order to help customers continue to improve the process, complete the PDCA cycle, continue to pursue the ultimate in silicon production quality and energy efficiency.
1. Intelligent Power Distribution Quality Management System
1.1 System Overview
Apex Intelligent Distribution Power Quality Integrated Management System (A-EMS9000) monitors the power quality status of enterprises' distribution network and energy consumption data such as water, electricity, gas and heat, and operating status data of relevant electromechanical equipment in real time, and analyzes current distribution network power. Quality and energy consumption conditions, effective and unified control of the coordination of power quality equipment to ensure the safe and stable operation of distribution network, at the same time, effective decomposition of energy consumption indicators, and promote the development of green energy conservation activities in enterprises.
In the process of constructing an intelligent power distribution integrated power management platform, the A-EMS 9000 system ensures on the one hand safe, stable and efficient operation of the entire distribution network, and on the other hand, through informatization management measures, various electromechanical equipment and various process equipments in the plant are at different stages. The energy consumption under different processes is monitored, analyzed and compared to mine the energy-saving potential of the entire plant's distribution system.
The system has the advantages of flexible topology, multiple transmission media and modes, fast transmission speed, and strong anti-jamming capability. It adopts the common interface standard of most industrial products to realize the interchangeability of products and facilitate the development and maintenance of the network in the later period. The system topology is shown in Figure 1.

Figure 1 System topology
1.2 system composition
The A-EMS 9000 system mainly includes the following subsystems: A-PQMS, A-EAS, A-DMS, and A-IPS. In addition, this platform can be flexible for third-party system integration. The block diagram of this system is shown in block 2.
For occasions with special needs, Asiapac can tailor a set of energy-saving and efficiency-enhancing solutions to customers—customized energy efficiency management and control systems.
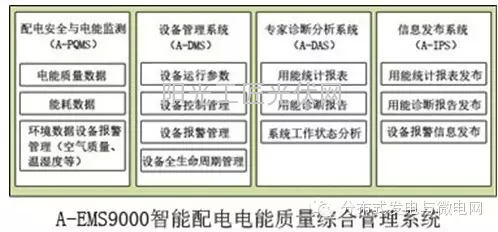
Figure 2 System components
1.2 Photovoltaic Industry Intelligent Distribution Power Quality Integrated Management Solution
Photovoltaic industry smart distribution power quality management solutions include power distribution security and power monitoring, equipment process data management, information release and other aspects.
2.1 Distribution Security and Energy Monitoring Solutions
2.1.1 Plan Overview
Most of the photovoltaic industry's production equipment is rectified loads and other equipment. With the extensive application of advanced power electronics technology equipment, although the production efficiency has been significantly improved, but at the same time the power quality of the distribution network has been seriously polluted, and the vicious cycle will affect the safety of the power grid, the normal operation of equipment and product quality. And other issues.
The power quality of the distribution network is related to the safety of silicon material production. Common power quality problems in power distribution include undervoltage, transient overvoltage, voltage fluctuation and flicker, harmonic voltage current, resonance, etc. The common method is to install Power quality control equipment, such as dynamic reactive power compensation equipment, static var generator SVG, active power filter APF, etc., but few people systematically consider power quality and production safety issues from the perspective of full distribution network. It is prone to over-provisioning, resulting in wasted resources; or under-provisioned, power quality problems causing damage to production equipment, affecting normal production but can not find the reason.
In addition, there is no central centralized dispatching and control platform between multiple or multiple governance devices, lack of coordination, and easy mutual interference, resulting in partial or complete deployment of the network, and ultimately spending a lot of investment, but did not achieve the desired results.
Apac Power Distribution Power Quality Integrated Management System (A-PQMS) can detect the power quality parameters of the distribution network in real time, identify problems in a timely manner and alert the occurrence of power quality events. As shown in Figure 3, the unified scheduling SVG, APF, The SRC and other power quality equipments are organically combined to perform power quality control of the entire distribution network, rather than a single device operating independently, so as to achieve the best governance effect.
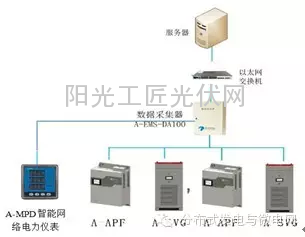
Figure 3 A-PQMS system scheduling power quality equipment diagram
The cooperative control strategy of reactive power compensation, in the case of satisfying the power factor requirement, switches different branches of the reactive power compensation equipment according to the harmonic content, such as cutting off 5 branches in the 5th harmonic peak period; or The capacity of the source filter device is allocated in real time to protect the harmonic capacity of the reactive compensation branch for harmonic compensation, instead of the non-purpose universal compensation based on the size of the harmonic.
A-PQMS can realize remote real-time collection, transmission and dynamic monitoring of the power quality parameters of straightening furnaces for each straightening furnace energy consumption (as shown in the schematic diagram in Fig. 4), and realizes the sub-category-based household measurement and energy consumption quotas for production lines. Index assessment, energy efficiency analysis, historical energy consumption trend analysis, etc.
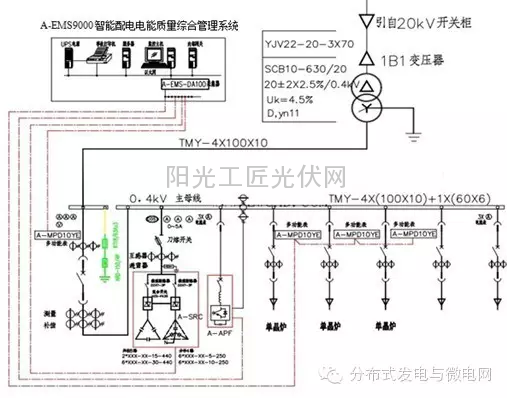
Figure 4 Schematic diagram of smart power quality management
Energy use visualization management, distribution network operation management, equipment operation control, energy saving target prediction and control, energy consumption optimization strategy and energy management decision support, which can improve the energy management operation quality, and ultimately realize the entire network equipment safety, information, system The intelligent and intelligent management makes the entire distribution network safe, stable and energy-efficient.
2.1.2 Customer Value
1) Centralized control of power quality equipment to ensure safe and stable operation of the distribution network.
2) Statistical analysis can be conducted according to a production cycle, or it can be analyzed according to the process standard electric energy curve, and the cumulative energy consumption and average energy consumption of each production equipment can be analyzed. Alarms are given for excessive energy consumption of the equipment (probable reasons for exceeding the standard, such as equipment aging or other abnormal conditions, etc.), prompting management personnel to deal with it in a timely manner.
3) According to the factory's functional areas, production lines and other classification methods, the areas that need to be independently managed in the factory are divided to provide target areas for energy analysis and assessment; according to the classification methods of energy consumption categories, the energy consumption information collection devices under each area are managed. , provide calculation basis for energy consumption statistics.
4) Through the analysis of energy consumption basic data, it can help managers find out where the energy problems are, and provide scientific basis for the next energy-saving transformation.
5) Understand the details of energy consumption and help managers achieve a reasonable distribution and optimization of energy.
6) Understanding the energy use of each sub-unit, promoting the establishment of an enterprise energy management system, and promoting the development of energy conservation will directly generate economic benefits.
2.2 Equipment Process Data Management Solution
2.2.1 Scheme Overview
Changjiang Securities's analysis report shows that the photovoltaic industry has achieved technological upgrading and large-scale production of process equipment, and the current production cost is close to the highest level in the world, as shown in Figure 5.

Figure 5 Comparison of production costs in the photovoltaic industry
Taking a large-scale photovoltaic manufacturer as an example, in the process technology, independently designing the thermal field and commissioning the manufacturing of Czochralski crystal furnace and related auxiliary equipment, the investment per unit of MW Czochralski crystals has fallen by more than 33% compared with the current domestic industry. The efficiency has increased by more than 60%, and the production cost has been reduced by more than 25%.
We believe that the entire industry continues to reduce costs through the expansion of process technology and scale, and efficiency has entered a key stage of fine management - to the management of efficiency, the use of information management systems to strengthen equipment and process technology management, automation, intelligent, Controlling the phenomenon of running, running, dripping, and leaking, as well as adjusting and optimizing the management of equipment and process data, and ensuring the product quality to enhance the actual output of the system.
The benefits brought about by the information management system are mainly reflected in two aspects: First, to achieve a copy of the technology and management model, to reduce the construction cost of the new production line; Second, to effectively reduce personnel costs.
At present, the photovoltaic production process equipment has advanced technology, fast replacement and replacement, and a large amount of process data needs to be maintained in the production process, such as equipment purchase time, installation time, start-up time, main equipment performance parameters, operating environmental parameters, and operating grid parameters. , Real-time power consumption, historical trends of power consumption, fault and alarm records, maintenance and repair records, process records, use of team, actual capacity, etc. If you rely on traditional equipment management methods, such as manual recording, it will be a huge workload. At the same time, there are human factors that result in large errors in data recording or analysis.
By using advanced computer technology, communication technology and big data analysis technology, the use of plant process equipment and electromechanical equipment, maintenance and repair, various technical parameters and files, and various inspection data can be tracked and managed at various levels. Technical management personnel can keep abreast of the use of process equipment and electromechanical equipment at any time to facilitate the scientific management of equipment, improve equipment availability and utilization, reduce the failure rate, reduce maintenance costs, and ensure the normal operation of production and life.
The A-DMS equipment process data management system (A-DMS) applies advanced computer technology, communication technology and big data analysis technology to realize intelligent management of process equipment data and reduce the number of technical management personnel according to the characteristics of photovoltaic enterprises' production and processing equipment. Requirements, save maintenance costs.
The process data management system can realize the entire process of the production process and the information management of the entire process, so that the entire process of each product can be controlled and traceable. This is an important approach to the product life cycle management. At the same time, the system can change the management mode of the production process, because the human factors in production management are the most uncertain and increasingly become the main cost items, from relying on technical personnel to manage the production line, to the core mode of production guidance Technicians who turn technicians into instructional operators easily form the company’s independent intellectual property and are highly replicable.
2.2.2 Customer Value
By applying the A-DMS system, users can easily obtain the following benefits:
1) Informatization management of process data, reducing the requirements for operators, realizing the functions of automatic entry, saving, querying, reporting, and historical records of system data, providing equipment analysis and basic data for energy-saving tapping.
2) Various equipments are managed centrally, solving a wide variety of production equipments, resulting in inconsistent configuration and control styles, and high requirements on the technical capabilities of operators. The equipment management system can integrate the control operations of the equipment, reduce the technical requirements for personnel, save costs, and at the same time facilitate the expansion of production capacity.
2.3 Information Release Plan
2.3.1 Scheme Overview
Due to the large number of production equipments, complex processes, and large scales of photovoltaic material processing enterprises, this raises high requirements for daily management personnel. For example, if a device malfunctions or an alarm occurs, it needs to be known and solved in time. How much energy is consumed in the same production line or in the same production but in different batches, and the energy consumption of the entire plant is detailed (where does each energy consumption go? ) And so on. Relying solely on traditional methods of artificial statistics and supervision, it has been far from meeting the requirements of modern information, visualization, and real-time management. Yapak has launched an information distribution system (A-IPS) to solve all these issues. problem.
Information dissemination system, using mature information dissemination technology, combined with distribution security and energy monitoring systems, equipment process data management systems and expert diagnostic analysis systems, can flexibly display the current energy use of the plant, the operation status of each equipment and Alarm incidents, etc., allow relevant responsible departments to understand their respective energy consumption details and rankings in a timely manner, which is conducive to the construction and implementation of energy management systems. At the same time, the system can proactively release energy consumption information and equipment alarm information online or offline to relevant responsible persons (mobile phones, mailboxes, production kanban display terminals, etc.), and promptly remind them to do relevant processing.
2.3.2 Customer Value
1) Support multiple information release methods, and actively publish related information to related management personnel through different levels of authorization, so that managers can timely understand the current energy consumption details and key equipment operating status, performance parameters, etc. The use of energy and key equipment are centralized, scientifically, visually, and safely controlled.
The kanban issuance terminal on the production site: LED large screen, LCD TV, PC, tablet computer, etc., as shown in Figure 6.
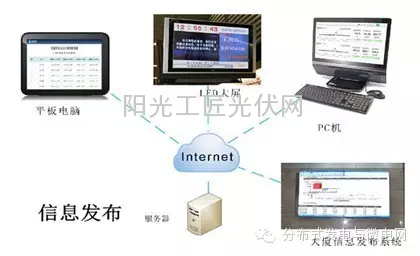
Figure 6 Production kanban release
Through the various terminals mentioned above, the managers of relevant units can understand the current energy situation and ranking of the entire plant and each region in real time, aiming to promote the construction of energy management system and supervise the regulation of personnel and rational energy use. At the same time, since the entire platform data unit can be shared internally, it is convenient for higher-level units or senior management personnel to allocate the overall energy budget of the building. In addition, the timeliness of faulty equipment and alarm information processing will be greatly promoted.
2) Other media releases. Mainly include: ftp server, SMS, WeChat, email, etc., as shown in Figure 7.
Figure 7 shows the release of information media
The A-IPS information release system will actively push energy consumption data and key equipment status information to terminals such as designated ftp servers, mobile phones, WeChat, and emails in real time. Users can grasp the overall energy consumption situation and key equipment status anytime, anywhere. By promptly reminding each production line and regional energy use data, ranking, and related alarm information, on the one hand, it can effectively promote the construction of energy management system and promote the standardization of personnel and rational energy use. On the other hand, it can also timely deal with key equipment alarms or Events such as energy consumption alarms eventually reach the goal of safety, stability and green energy-saving operation.
3, typical case analysis
3.1 Case Introduction
A large-scale photovoltaic material production and processing enterprise mainly produces monocrystalline silicon and polycrystalline silicon, and the production equipment mainly consists of straight-pull furnaces. There are a total of 30 transformers and a total of 487 direct-baking furnaces. Among them, 19 2500KVA transformers each carry 19 direct-injection furnaces and a total of 361 direct-injection furnaces; 8 2000KVA transformers each carry 15 direct-injection furnaces and a total of 120 straight-pull furnaces. Furnace; 3 sets of 1600KVA transformers each carry 12 straight-type furnaces, a total of 36 straight-type furnaces. When each transformer works normally, the load rate is greater than 85%. The project has been put into operation for about one year.
3.2 Existing problems or hidden troubles
According to the communication with the client and the on-site inspection, the following problems exist:
One part of the power equipment often fails for no reason. After testing, the harmonic voltage distortion rate is as high as 8.5%, harmonic current distortion rate is as high as 29%, and the power quality is very poor.
2 The equipment data of each process link is managed manually. Larger energy consumption, but lack of scientific basis, so energy can not start.
3 process equipment failure can not be maintained in time.
4 Equipment management lacks systematic information management methods.
3.3 Solution
According to the actual conditions of the customer's site, we proceeded from four aspects:
First, power quality governance. Active power filters with corresponding capacities are placed on the low-voltage side of each transformer to centralize harmonics to make the distribution network more secure and stable.
Second, energy monitoring and process equipment data management. Real-time monitoring of distribution network power quality and equipment real-time operating parameters and other data, automatic storage, analysis, can generate a corresponding report for managers to look at at any time, as a scientific basis for follow-up energy management.
Third, information is released. It can timely send important parameters, energy consumption, or fault information of the equipment to the relevant responsible person's mobile phone, mailbox, or specified FTP server, etc., so that relevant responsible persons can handle related matters in a timely manner.
Fourth, centralized management of equipment. All equipments are scientifically centralized and dispatched so that each equipment can work organically. Under the premise of ensuring the safety and stability of the distribution network, the production efficiency and energy use efficiency are maximized.
3.4 Operation Effect
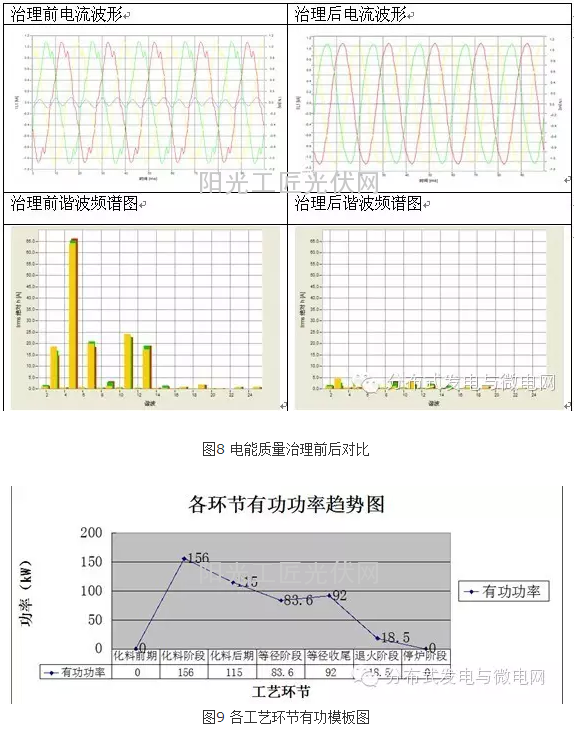
Harmonic control, through the unified control of the active power filter, the power quality situation has been greatly improved, all indicators meet the requirements of the national standard after the treatment, as shown in Figure 8, which effectively protects the safety and stability of the distribution network run.
Improve the efficiency of the use of equipment, through the smart distribution of power quality management system on-line operation, on-site conditions have been greatly improved. For example, the management of equipment process data, the optimization analysis of the process equipment management software system, according to the energy consumption statistical curve of the entire process cycle, taking the single crystal silicon Czochralski process cycle as an example, as shown in Figure 9, the peak time About 156kW, the average is 93kW, which is about 60% of the peak power. According to the principle of “cutting peaks and filling valleysâ€, the operation procedures of various equipments are coordinated, and the capacity of the distribution and loading capacity is finally improved by about 30%, making electric energy The use efficiency has been greatly improved.
4 Conclusion
Since the beginning of this year, the photovoltaic material processing industry, such as polysilicon processing, has shown a trend of recovery and recovery, and the market demand has also gradually increased, which has promoted the industry's new round of investment and development. While the photovoltaic industry is developing in full swing, it will inevitably bring about other problems, such as photovoltaic power distribution quality problems, production process energy consumption issues and the timeliness of production equipment maintenance and other issues.
The intelligent power distribution quality management system for integrated power distribution systems is based on the perspectives of distribution network security, power monitoring, and energy efficiency management of photovoltaic companies, taking into consideration the overall situation and continuously helping customers improve the safety and stability of the distribution network and the efficiency of energy use. The industrial construction has become a green environmental protection industry and realizes the healthy and sustainable development of the entire industry.
Chopped Graphite/Graphite Electrode in different materials have different definition of graphite pieces, some data and literature is not very big graphite particles are called graphite pieces (such as Graphite Powder) some is graphite products have a certain size, for Graphite Broken into patches, we here say of graphite for a second, usually called graphite blocks. Graphite is produced from graphitization and machining process of graphite products. It is used as additive and conductive material in the manufacture of graphite waste in steel and foundry industries, and can also be processed according to customer's requirements. They are also widely used in electric arc furnaces (steelmaking) and electrochemical furnaces (metallurgical and chemical industries).
Main use of graphite
Graphite pieces due to its low ash content, conductive and heat conduction performance is good, so there are a wide range of USES, can be added to the formula of less ash or dust products, graphite broken broken into small particles commonly use. Ingredients to add a certain amount of graphite, the plastic paste after kneading, especially during extrusion can reduce the friction resistance paste to squeeze the mouthpiece, to improve the coefficient of pressure type. Graphite pieces of coal adsorption properties of asphalt is better, to join the carbon block can rise to reduce the "short" waste (i.e., the product after roasting top produce honeycomb structure), and can improve the thermal conductivity of the carbon block and alkali corrosion resistance. The electrode paste used in hermetically-sealed thermal furnace is added to a certain amount of graphite to increase the conductivity and thermal conductivity of the electrode paste and accelerate the sintering speed of electrode paste. When the graphite is ground into small particles or fine powder, it is also used as raw material for the production of graphite chemical equipment (such as graphite-resin tubes). The graphite can also be used as a carbon addition agent for the electric furnace.
Graphite classification
1. Raw and broken. It is a raw blank that is not qualified after molding.
2. Roasting is the cutting debris that is recovered after the roasting of raw billet and after inspection of unqualified waste and the processing of calcined products.
3. The graphite is broken, and it is inspected by the graphite-producing waste and the cutting debris produced by graphite products in the process of processing.

Graphite Broken
Graphite Broken,Broken Graphite Electrode,Graphitized Anode Broken,Graphite Tablets
Fengcheng Ruixing Carbon Products Co., Ltd , http://www.lnfcrxts.com